
Актуализиран ръчен пистолет за почистване на пластове
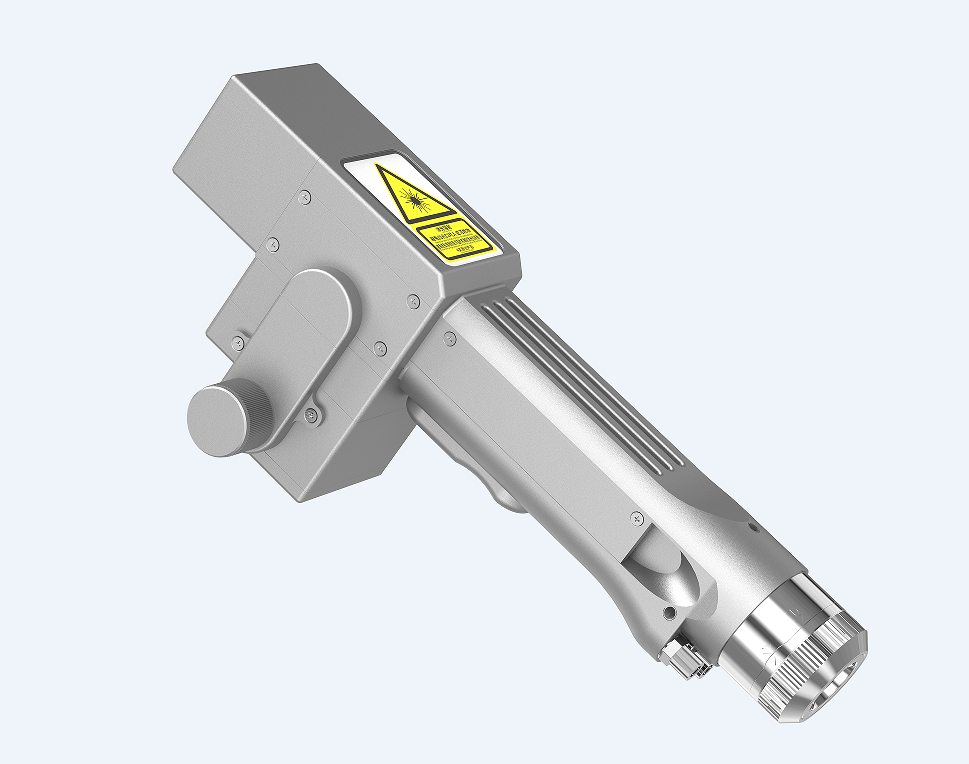
Актуализиран ръчен пистолет за почистване на лакове,
производител на пистолет за лазерно почистване, фабрика за лазерни почистващи глави, продукти за лазерно почистване, ODM лазерна почистваща глава, OEM лазерна почистваща глава, продукт за лазерно почистване на едро,
безопасно.– Безопасен
Независимо проучване и разработване на система за откриване на сигурност, създаване на редица аларми за сигурност, сигурност и стабилност
Спестяване на време – ефективно и удобно
Огледало за фокусиране, чекмедже за защитно огледало, удобна смяна
Лекота – Лекотата намалява натоварването
По-малък размер, по-леко тегло, гъвкава работа, лесен за използване
Качество – красиво заваряване – стабилна работа
Висока якост на заваряване, малка деформация, голяма дълбочина на топене
Производителност – множество функции
Поддръжка на ръчно непрекъснато заваряване, точково заваряване, почистване, рязане, „ръка“ „тъй като“ – тяло, оторизация с парола
Super welding head е ръчна заваръчна режеща глава, пусната на пазара през 2019 г. Продуктът обхваща ръчни заваръчни пистолети и собствено разработени системи за управление и е оборудван с множество аларми за безопасност и настройки за активно безопасно захранване и изключване на светлината.Този продукт може да се адаптира към различни марки влакнести лазери;оптимизираният оптичен и водно охлаждан дизайн позволява на лазерната глава да работи стабилно дълго време под 2000W.
1) Осигурете надеждно заземяване преди захранването.
2) Лазерната изходна глава е свързана със заваръчната глава.Моля, проверете внимателно лазерната изходна глава, когато я използвате, за да предотвратите прах или друго замърсяване.Когато почиствате изходната глава на лазера, моля, използвайте специална хартия за лещи.
3) Ако оборудването не се използва в съответствие с методите, посочени в това ръководство, то може да бъде в необичайно работно състояние и да причини повреда.
4) Когато сменяте защитната леща, моля, не забравяйте да я защитите.
5) Моля, обърнете внимание: Когато използвате за първи път, не излъчвайте светлина, когато червената светлина не се вижда.
Определение на окабеляването на контролера
| Щепсел | Определение | Тип сигнал | Подробно обяснение | |
| Мощност | 1 | -15V | Въведете | V2, свързан към 15V импулсно захранване, осигурява 15V |
| 2 | GND | Референтно място | Свържете към всеки COM на 15V импулсно захранване | |
| 3 | +15V | Въведете | V1, свързан към 15V импулсно захранване, осигурява 15V+ | |
| 4 | GND | Референтно място | Свържете към V-на 24V импулсно захранване | |
| 5 | +24V | Въведете | Свържете към V+ на 24V импулсно захранване | |
| Сигнална земя | 1 | G | Референтно място | Електрическа земя |
| 2 | R | Подател | Обмен на данни | |
| 3 | T | Приемащ край | Обмен на данни | |
| 4 | V | Изход | Изведете 24 V и ① осигурете 24 V на дисплея на серийния порт | |
| Сигнален интерфейс1 | 1 | GND | Референтно място | Сигнална земя |
| 2 | Аларма за въздушно налягане | Въведете | Полярността може да бъде зададена в интерфейса за настройка, зададена на ниско ниво, когато не се използва | |
| 3 | GND | Референтно място | Сигнално заземяване/белият проводник на шестжилния проводник, който е свързан към конектора | |
| 4 | Алармен сигнал за резервоар за вода | Въведете | Полярността може да бъде зададена в интерфейса за настройка, зададена на ниско ниво, когато не се използва | |
| 5 | Заключете здраво референтната земя | Жълтият проводник на шестжилния проводник, който е свързан към конектора | ||
| 6 | Безопасно заключване | Синият проводник на шестжилния проводник, който е свързан към конектора | ||
| 7 | Превключвател за осветление на заваръчната глава | Черният проводник на шестжилния проводник, който е свързан към конектора | ||
| 8 | Превключвател за осветление на заваръчната глава | Кафявият проводник на шестжилния проводник, който е свързан към конектора | ||
| Сигнален интерфейс 2 | 1 | Запазено | Запазено | Запазено |
| 2 | Измерване на температурата | Червеният проводник на шестжилния проводник, който е свързан към конектора | ||
| 3 | -Кран за защитен газ- | Референтно място | Сигнална земя, 2/4 е еталонната земя- | |
| 4 | +Кран за защитен газ+ | Изход | Изход 24V, ток>2A, вградено реле, директно към въздушната клапа | |
| 5 | -Подаване на тел- | Превключвател за подаване на телоподаващо устройство | ||
| 6 | +Подаване на тел+ | Превключвател за подаване на телоподаващо устройство | ||
| Сигнален интерфейс3 | 1 | Ненормален лазерен сигнал | Въведете | Лазерен алармен сигнал |
| 2 | Активиране на лазера+ | Изход | +Активиране на лазера+ | |
| 3 | 24V | Изход | 24V щифт за захранване, изход при включване | |
| 4 | GND | Референтно място | Референтна земя (разрешаване, DA, споделена земя от 3 фута) | |
| 5 | Аналогов+ | Изход | Свържете се към аналоговото количество на лазера, DA+ | |
| 6 | -(PWM-) RF-(PWM-) | Изход | Широчинно модулиран сигнал на лазерния импулс- | |
| 7 | +(ШИМ+) RF+(ШИМ+) | Изход | Широчинно модулиран сигнал на лазерен импулс+ | |
Терминал за захранване на контролера
Захранването използва 5P интерфейс, а доставеното 24V импулсно захранване и 15V импулсно захранване се използват за захранване.
Моля, обърнете внимание, че 15V превключващото захранване разграничава положителния и отрицателния полюс, V1 е свързано към 15V+, V2 е свързано към 15V-, а всеки COM на 15V превключващото захранване е свързан към пин 2 GND!
Моля, имайте предвид, че импулсното захранване трябва да бъде заземено!
Контролер LCD24/5000
LCD кабелът се доставя с устройството и може да се свързва директно.Вижте фигурата по-горе за конкретни определения
Сигнален интерфейс на контролера 1
8P интерфейс се използва в края на сигнален интерфейс 1 за подготовка на сигнала
①/②щифт е вход за алармен сигнал за въздушно налягане.Ако трябва да се активира (необходимо е окабеляване), моля, задайте нивото на алармата за въздушно налягане на високо на заден план, в противен случай е ниско.
③/④ щифт е вход за алармен сигнал на резервоара за вода.Ако трябва да се активира (необходимо е окабеляване), моля, задайте нивото на алармата на водния резервоар на високо на заден план, в противен случай е ниско.
Моля, имайте предвид, че всеки един от ① / ③ е свързан към бялата линия на шестжилен проводник на заваръчната фуга.
⑤ е свързан към жълтата линия на шестжилен проводник на заваръчната връзка.
⑥ е свързан към синята линия на шестжилен проводник на заваръчна връзка.
⑦ е свързан към черната линия на шестжилен проводник на заваръчната фуга.
⑧ е превключвателят за светлинен изход на заваръчната фуга, който е свързан към кафявата линия на шестжилен проводник на заваръчната фуга.
Сигнален интерфейс на контролера 2
6P интерфейс се използва в края на сигнален интерфейс 2 за въздушен клапан и подаване на тел
①Запазено.
②измерване на температура, което е свързано към червената линия на шестжилен проводник на заваръчна фуга.
③/④щифт е 24V изход на въздушния клапан, а контролната платка има вградено реле, което може да бъде директно свързано към въздушния клапан.
⑤/⑥Запазено.
Сигнален интерфейс на контролера 3
①Пин е входът за лазерен алармен сигнал +, ако трябва да го активирате, моля, задайте високо ниво на алармата за въздушно налягане във фонов режим
②Pin е enable+, свържете се с laser enable+
③Пинът е 24V изход, директно извежда 24V+ след включване
④Номерът на домашен любимец е обща основа (референтна основа за крака 1/2/3/5)
⑤Пинът с номер е аналогово количество + изход, аналоговото количество е дадено
⑥Pin е PWM-модулиран сигнал
⑦Пинът с номер е PWM+ модулационен сигнал
Схема на свързване на контролера

Забележка: Заземителният проводник на импулсното захранване трябва да бъде ефективно заземен!
Интерфейс за оптичен вход
Заваръчната глава SUP е подходяща за повечето индустриални лазерни генератори.Често използваните конектори за оптични влакна включват IPG, Ruike, Chuangxin, Fibo, Tottenham, Jept, Kaplin и др. Оптиката трябва да се поддържа чиста и целият прах трябва да се отстрани преди употреба
Когато влакното е поставено, режещата глава трябва да се завърти на 90 градуса, за да бъде хоризонтална, а след това влакното се използва, за да се предотврати попадането на прах в интерфейса.
Интерфейс за защитен газ и воден охладител
Интерфейсът на водопроводната и въздушната тръба може да се монтира с маркучи с външен диаметър 6 мм и вътрешен диаметър 4 мм.Пътят на въздуха влиза в средата, а двете страни са тръбопроводи за вход и изход на вода (независимо от посоката на входа и изхода), както е показано по-долу:

Охладителната система е разделена на част от водния кръг на заваръчната глава и част от водния кръг на главата на оптичното влакно, които са свързани последователно, както е показано на фигурата по-долу:

Пистолет за почистване и интерфейс за свързване на контролната кутия
Три проводника се използват за свързване на почистващия пистолет и контролната кутия, включително два захранващи проводника на двигателя, пет сигнални проводника на двигателя и шест сигнални щифта
2.51.Проводниците за захранване/сигнал на двигателя (два черни) са директно свързани към частта на двигателя на заваръчната фуга и могат да бъдат премахнати (две опции: 1. Отворете капака на двигателя и страничната плоча на ръчния пистолет за заваряване; 2. Отворете контролна кутия, като и двете са щепсели)
2.52.Шестядреният сигнален ъгъл използва подвижен щепсел за антена

P1-1 Home,Light out
①В този интерфейс можете да видите текущите параметри на процеса (процесът не може да се променя на тази страница) и информация за алармата в реално време.
②В състояние на захранване активирането е ВКЛЮЧЕНО по подразбиране, а червената светлина е ЛИНИЯ по подразбиране.
Когато активирането е изключено, се показва „изключено“ и сигналът за активиране няма да бъде изпратен към лазера, който може да се използва за тестване на функцията за изпускане на въздух
Изключете червената светлинна индикация, покажете „точка“ и моторът спира да се люлее.По това време червената светлина е точка за регулиране на центъра
③”Заключване за безопасност”,Когато “заключване за безопасност” на корпуса на пистолета е отворено, то се показва като зелено “включено” и може да излъчва светлина нормално.Когато е затворен, той е червен "изключен" и не може да излъчва светлина.

P1-2 Home, Light off

P2 процес интерфейс
①Интерфейсът на процеса съдържа параметрите на процеса на въвеждане в експлоатация.Кликнете върху квадратчето (червено), за да ги промените.След промяна щракнете върху OK и след това ги запазете в процеса на пряк път.Когато се използва, щракнете върху Импортиране (промяна, запазване на импортирането).
②Честотният диапазон на сканиране е 10-100 Hz, а диапазонът на ширината на сканиране е 0 ^ 300 mm.(Най-често използваната скорост на сканиране е 50 Hz, а ширината е 300 mm.Моля, имайте предвид, че тази ширина трябва да съответства на вашия фокус.).
③ Пиковата мощност трябва да бъде по-малка или равна на мощността на лазера на страницата с параметри (ако мощността на лазера е 1000 W, тази стойност не трябва да бъде по-висока от 1000).
④Диапазон на работен цикъл: 0 ~ 100 (по подразбиране: 100, обикновено няма нужда от промяна).
⑤Обхватът на импулсната честота се препоръчва да бъде 5-5000Hz (по подразбиране е 2000, което обикновено не е необходимо да се променя).
⑥Щракнете върху бутона за помощ горе вдясно, за да получите повече обяснения на съответните параметри.
⑦След като промените параметрите, можете да проверите дали импортирането е успешно на началната страница.
⑧ Вижте процеса в аплета.

P3-1 Интерфейс за настройка
Въведете паролата 123456, за да влезете в този интерфейс
①Мощността на лазера е мощността на използвания лазер, моля, попълнете я правилно.
②Забавянето на превключване на газ е 200ms по подразбиране, а диапазонът е 200ms-3000ms.
③Когато светлината е включена, тя постепенно се увеличава от N1% от мощността на процеса до 100%;Когато светлината е изключена, тя постепенно намалява от 100% от мощността на процеса до N2;(както е показано на фигурата по-долу).

P3-2 Интерфейс за настройка, спецификация на параметрите
④Обикновено превключващата оптична мощност е 20%, а превключващото оптично прогресивно време е 200 ms.
⑤Максималният алармен праг за температура е 65 ℃.Когато тази стойност е зададена на 0, алармата за температура няма да бъде открита.
⑥Диапазонът на коригиращия коефициент на сканиране е 0,01 ~ 4, коефициентът на целевата ширина на линията / измерената ширина на линията: по подразбиране е 1,0.
⑦Лазерният център е изместен с – 75 ~ 75 mm, което намалява наляво и се увеличава надясно.Трябва да се използва за регулиране на центъра на червената светлина.
⑧Сигналът за ниво на алармата за въздушно налягане/воден охладител/лазер е нисък по подразбиране.Когато използвате този алармен сигнал, ако е инсталирана външна аларма за въздушно налягане, тя ще бъде променена на високо ниво, в противен случай ще се появи необичайна аларма, а другите алармени сигнали са същите.
⑨Щракнете върху бутона „Китайски“, за да превключите към други езици в колоната за избор на език.В момента стандартната версия поддържа осем езика: опростен китайски, традиционен китайски, английски, японски, корейски, руски, немски и френски.Ако имате нужда от други езикови версии, моля свържете се с нас.

P3-3 Настройка на превключвател на езика на интерфейса
⑩Тази страница е помощната страница на страницата за настройка.Натиснете продължително „възстановяване на фабричните настройки“ за 3 секунди, за да възстановите всички параметри на настройката до „фабрични параметри“.Натиснете продължително „запазване като фабрични настройки“ за 3 секунди, за да зададете параметрите на текущите настройки на „фабрични параметри“.

P3-4 Настройка на интерфейс-Помощ
Щракнете върху областта „model head head“, за да изберете ширината на сканиране, съответстваща на различни

P3-5 Интерфейс за настройка - превключване между различни фокусни разстояния

P4 мониторен интерфейс
Тази страница показва състоянието и информацията за оборудването на всеки сигнал
Лазерен тригерен сигнал: това състояние се променя от сиво на зелено след натискане на спусъка.
Сигнал за аларма за лазер/воден охладител/въздушно налягане: наблюдавайте зададените високи и ниски нива.
Изходният сигнал се показва в средата на страницата.Когато сигналът е изведен, той е сив и зелен.
Разрешение за оборудване: можете да разрешите времето за използване на оборудването.Когато оборудването се използва повече от зададеното време, разрешението ще бъде прекратено.
Време за изключване: щракнете върху „упълномощаване на устройството“, въведете „FFFFFFBB001″ на страницата с парола, за да започнете отчитането на времето, въведете „FFFFFFBB000″, за да изчистите данните и да спрете отчитането на времето.
Версия на системата: три групи номера.Първата група е хардуерната версия, втората група е програмната версия на MCU, а третата група е версията със сензорен екран.

Диагностичен интерфейс P4
Щракнете върху бутона „диагностика“, за да влезете в страницата за диагностика. На тази страница лазерът няма да излъчва светлина.Можете независимо да изведете „PWM“, „разрешаване на лазер“, „разрешаване на въздушен клапан“ и „аналогово количество“ чрез „управление на превключвателя“.Сравнете откритата стойност с теоретичната стойност, за да прецените дали функцията на контролната кутия е нормална.
Методи за поддръжка и смяна на защитни лещи:
①Преди работа измийте ръцете си с препарат и ги подсушете, след което отново избършете ръцете си с памук, напоен със спирт.
②Отстранете винтовете на капака на защитната леща на относително незапрашено място, издърпайте опората на защитната леща, защитете я (покрита с маскираща хартия) и проверете защитната леща (ако има очевидна точка на изгаряне на повърхността на защитната обектив, трябва да се смени директно.)
③След това проверете белия уплътнителен пръстен за съхранение на енергия под защитната леща.(ако уплътнителният пръстен на акумулатора е надраскан или деформиран, той не може да се използва и трябва да се смени незабавно.
④Избършете отвора на склада и вътрешността на капака на склада с памучна топка, потопена в алкохол, бързо поставете опората за защитното огледало в склада за защитно огледало и заключете винтовете.
Бърза аларма за лазер/воден охладител/въздушно налягане
①Ако горната аларма се появи без да използвате алармен сигнал, моля, променете нивото на алармата.
②Ако горната аларма се появи, когато се използва алармен сигнал, проверете дали алармата на съответното оборудване или високите и ниските нива на алармения сигнал са зададени неправилно.
Екранът не свети / няма реакция при щракване
①екранът не работи.ако контролерът е включен (вентилаторът работи), проверете дали четирижилният проводник между контролера и екрана е правилно свързан и дали напрежението от 24 V на първия щифт и четвъртия щифт е нормално
②Ако щракването не успее по време на нормална употреба, проверете дали цялата машина е причинена от твърде висока температура.
③Не може да се въведе действие при щракване,Проверете дали четирите сърцевини между контролера и екрана са свързани правилно и дали вторият щифт и третият щифт са нормални,Вижте 2.1.2 LCD на контролера за подробности
④Няма реакция при щракване върху новоинсталираното оборудване.Възможно е версията на системата да не съвпада.Просто изчеткайте програмата отново.За SD карта, моля, попитайте нашата компания
Внезапно спиране на светлината по време на обработка
Проверете дали бутонът за задействане и другите аларми са нормални на интерфейса за наблюдение
Справка за окабеляване на трифазно захранване на машина за лазерно заваряване
Забележка: двуфазното или трифазното електрозахранване зависи от захранването, което се изисква от лазера и чилъра, а не от количеството снопове

Мощността е актуализирана до 3000 W
Ширина на почистване: 150-300 мм